



 绍兴PE硅芯管专业供应商
<绍兴>润星电力管材有限公司
绍兴PE硅芯管专业供应商
<绍兴>润星电力管材有限公司
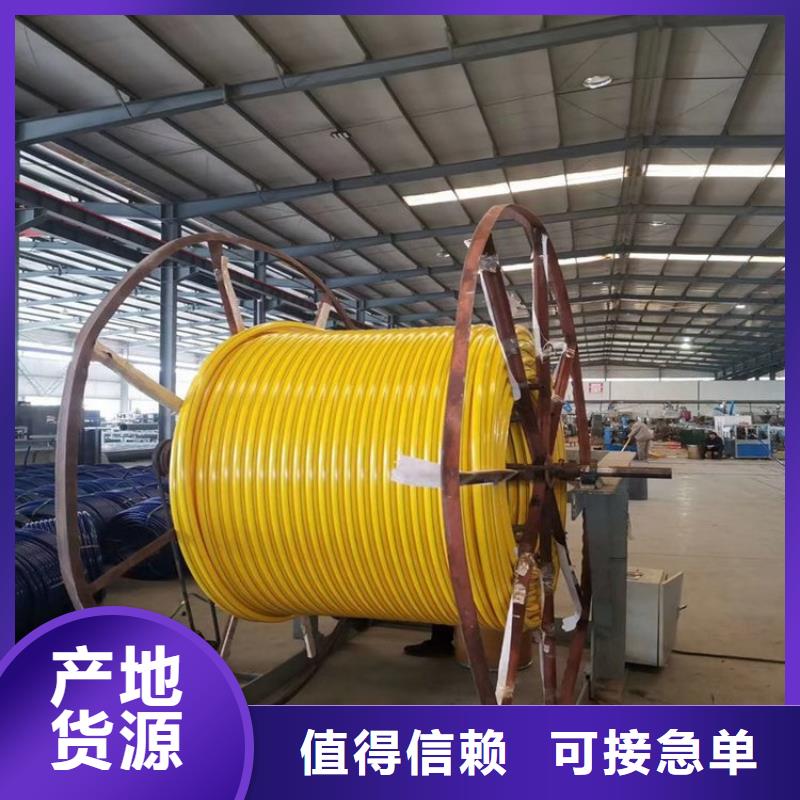
绍兴PE硅芯管微管气吹机用于将微管及微管束吹入母管中。微管气吹机气压为3~10 Bar;敷设速度为35m/min;敷设距离大于1km。气压大于4 Bar时需使用充气管装置。气吹敷设技术主要具有以下优点:(1)充分利用有限的管道资源。比如,一根40/33的子管可以容纳5根l0mm的微管,一根微管可以容纳60芯的微缆,因此一根40/33的子管可以容纳300芯光纤,这样就提高了管道的利用率。(2)绍兴PE硅芯管减少了初期投资。运营商可以根据市场的需求,分批吹入微缆,分期进行投资。(3)减少了人孔建设,路面开挖的费用,减少了光缆接头,缩短了施工周期。(4)绍兴PE硅芯管光缆长久存放于微管中,不受水、潮气以及野生动物的侵蚀,确保光缆的寿命。(5)便于今后更换新品种的光纤,在技术上保持领先,不断适应市场需要。

绍兴PE硅芯管母管直径HDPE有Φ25mm 、Φ32mm、Φ40mm、Φ50mm 、Φ63mm几个规格,母管的功能是引导和保护含有微缆的微管不被损坏。为了确保证微管顺利吹入母管,母管必须承受必要的压力。同时母管内壁必须光滑,干燥和清洁,可以减少微管敷设时和母管之间的摩擦系数。PE硅芯管子管直径有Φ7mm 、10mm两种规格。绍兴PE硅芯管是气吹系统的一个重要组成部分。在微缆敷设前绍兴PE硅芯管微管必须先敷设到目的地,并且要求一次性敷设到位。因为纽绞的问题,在一根母管内的微管是不能分批敷设的。微管在制作工艺等方面具有较高的技术含量,其内壁采用具有同步挤压的 性固体润滑硅芯层,选择纵向导气槽(凹槽)结构,进一步降低摩擦系数。
绍兴HDPE硅芯管生产过程中壁厚应该怎么控制?特别是非标产品的壁厚问题。解决方法:HDPE硅芯管的壁厚一般是由主机速度和牵引速度来共同决定的。主机速度和牵引速度成反比,也就是主机速度快,牵引速度慢,这样厚度就越厚。而主机速度如果是固定值,那牵引速度越快,壁厚就越薄。在生产两端厚度比较厚,中间厚度比较薄的非标产品时,速度的设定可按照公式 牵引速度=原来壁厚×原来的牵引速度/所要的厚度 来设定即可。PE硅芯管生产过程中压力怎么设定?多少 ?解决方法:绍兴HDPE硅芯管的生产过程中压力主要就是真空压力一般控制在0.3-0.4Mpa之间就可以了, 保持一定的水位。绍兴HDPE硅芯管产品受到南水北调中线工程的青睐,结合亮诚塑业多年的绍兴HDPE硅芯管生产施工经验以及在南水北调中线工程中的实地施工情况,亮诚塑业技术部对南水北调中线工程绍兴HDPE硅芯管施工方法做了如下总结。埋设通讯管道是南水北调中线工程中通讯基础设施施工的重要部分,全长约150万米。其中,内穿光缆的硅芯管是实现检测闸站与各级管理机构之间的通讯光缆运行的主要保护措施。南水北调中线有3 个通信监测站,沿渠道两侧巡渠路及倒虹吸顶部两侧全长度埋设保护连接光缆的硅芯管,埋设方式为左2 右4,埋设分为渠道沿线挖掘埋设和建筑物段非开挖埋设方式。

气吹法敷设绍兴PE硅芯管光缆工艺八十年代初期在美国出现,九十年代末期,随着国际国内通信施工界对气吹法敷设光缆工艺的进一步研究,气吹设备功能的进一步完善,此工艺在高速上得到广泛推广和应用,目前我国高速公路通信光缆施工一般均采用气吹法进行光缆施工。在气吹光缆前,管道在吹缆前应进行保气及导通试验,确认管道无破损漏气或扭伤、无泥土等污物后方可吹缆。气吹设备必须选用适合工程特点的机型,压缩机出气口气压0.6MP~1.5MP,气流量大于10m3/min,气吹机的液压驱动推进(或气流驱动推进)装置的推进力符合要求。绍兴PE硅芯管吹缆前应将润滑剂加入管内,加入量视管孔内壁光滑程度、管道径路复杂程度、一次吹放长度、润滑剂的型号等而定。润滑剂加入量直接关系到吹缆长度及速度。管道径路爬坡度较大的情况下宜采用活塞气吹头敷设方法,以增加光缆前段的牵引力。管道径路比较平坦,但有个别地段管道弯曲度较大的情况下,宜采用无活塞气吹头敷设方法。